良好的工厂安装必须从现场接到调节阀后开始就要适当地处理好调节阀问题。
很重要的是操作人员,他在调节阀安装的各个阶段都要调整调节阀,要认识到调节阀是经过加工表面的精密设备,它的表面光洁度在1~2RMS(微英寸粗糙度)范围里。因而,所有安装人员都要知道一个安全可靠的调节阀的成本和从设计到投产使用所花的时间。专门设计的调节阀在订货之后可能要6~14个月才能交货。因此,粗心大意处理调节阀可能引起装置开工大大延迟。
在接收调节阀时的检查深度将依照验收人员的熟练程度和技能高低而异。检查深度不同的买主也很不一样。在一个新的建设工地上常常会看到调节阀没有装箱,让部件暴露在外头。而另-种极端,所谓“专家里手”,手拿图纸和各种工具,为了检查各部件的尺寸,要把调节阀完全拆卸在这两种极端之间的某些地方才是适当的检查深度。
许多公司为买主安排在制造现场做全面的检查。在这种情况下,验收检查的工作量就很少了,只需要检查调节阀在船运中有无损坏。
在工厂装配调节阀要考虑下述最起码的检验要求:
1.利用装配图纸进行直观检查;
2.水力学试验;
3.泄漏检验;
4.滞后试验;
5.操作人员检查阀门行程;
6.所有辅助设备如限位开关、阀门定位器等的操作检验;
7.电气设备的电气试验(兆欧表和高精度电位计);
8.按照说明书和步骤进行包装和发货检验。
如果这些试验已在工厂里做完了,验收工作仅需要直观检查;如果这些试验在工厂里没有做或者不放心在工厂里做的试验,可以按照要求在现场完成。
在验收之后,调节阀就准备装运到现场或仓库。阀体的气动的或电的接头应当塞上,防止灰尘进入。如果调节阀要储存较长的时间,阀门应当装箱,保护零件不受损坏。有关阀门储存准备工作的更详细的论述参考第十一章。
调节阀安装的小结
任何一种类型的安装,建议考虑下面具体要求:
1.用于操作气动调节阀的气源应当是无油和干燥的。
2.对液压调节阀的液压系统要遵照制造厂建议。
3.用电动或电动-液压驱动的调节阀的电系统要遵照制造厂建议。
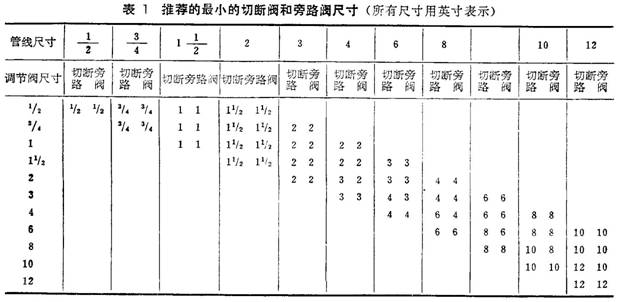
4.小通径的调节阀的入口配管要装配一个适当过滤器,以便过滤掉配管系统带来的杂质,避免损坏阀门。
5.当阀门安装在系统中时,阀体要避免受过大的应力,这对于阀体分离式阀门特别重要。
6.在初次开工之前和停工检修之后,调节阀前要装上滤网,以便滤去管线内的垢物、铁锈和其它杂物。只要可能,配管系统要装上一个短管接头,并在安装调节阀之前冲洗配管系统。
7.如在多尘埃的环境中操作的调节阀,围绕着阀杆装一个橡皮或塑料罩,以保护阀杆的抛光表面免受损坏。
8.务必要遵守制造厂提出的所有调整和辅助设备的开关位置的说明。例如,在阀门定位器的旁路位置上不要遗忘了旁路开关。
9.如果在调节阀安装以后还需从系统中拆卸下来,要关闭切断阀并加标记。如果调节阀里有危险流体或污染物,应当加上相应的标记,以便于在拆卸阀门之前进行适当的清洗。
10.务必按照流动方向的箭头安装调节阀。如果制造厂提供的阀门箭头指示的方位是错误的,要报告这种情况。
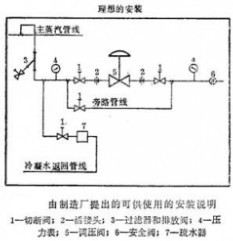
11.在安装之前要看各家阀门制造厂的具体说明书。提供的说明书的首页(安装和维修规程60号)示如图,作为一种从制造厂得到的资料的例子。
60系列调节阀安装和维修说明书
只要正确安装,60系列调压阀可以长时间无故障操作。用户花费几分钟阅读这份说明书,以后可以节省花在故障排去和停工的几小时。
了解更多产品详情请登录http://www.zjcz-v.com
